|
Мы поставляем ГМНЛЗ (машина непрерывного литья заготовок горизонтального типа) для разливки заготовок в диапазоне сечений с диаметром или стороной квадрата 80...165мм.
В таблице 1 представлены технические характеристики некоторых базовых вариантов ГМНЛЗ, разработанных нашими специалистами.
Таблица 1. Технические характеристики МНЛЗ горизонтального типа.
| Характеристика |
Обозначение |
| 11СМ |
21СМ |
12СМ |
22СМ |
13СМ |
23СМ |
Сечение заготовок, мм:
- круг, Ø
- квадрат, □ |
80...100
80...100 |
80...100
80...100 |
100...125
100...125 |
100...125
100...125 |
110...145
110...145 |
110...145
110...145 |
| Возможная годовая производительность, тыс.т (числитель - одиночными плавками, знаменатель - сериями "плавка на плавку") |
25,0/- |
50,0/- |
35,0/- |
70,0/160,0 |
45,0/- |
90,0/200,0 |
| Число ручьев |
1 |
2 |
1 |
2 |
1 |
2 |
| Масса разливаемой плавки, т |
до 6 |
до 12 |
до 8 |
до 16 |
до 12 |
до 25 |
| Средняя скорость литья, м/мин |
2,5...4,0 |
2,5...4,0 |
1,8...2,5 |
1,8...2,5 |
1,5...2,0 |
1,5...2,0 |
| Установленная эл. мощность, кВА |
45 |
80 |
60 |
100 |
70 |
125 |
Размеры МНЛЗ, м:
- высота
- длина
- ширина ручья |
1,75
25,0
0,5 |
1,75
25,0
2х0,5 |
2,0
30,0
0,75 |
2,0
30,0
2х0,75 |
2,0
36,0
0,9 |
2,0
36,0
2х0,9 |
| Масса оборудования, т |
40 |
70 |
60 |
90 |
70 |
130 |
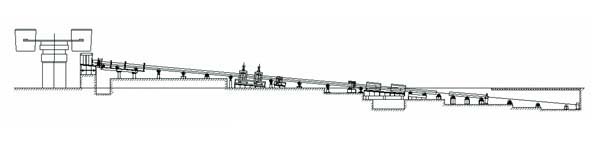
На рисунке 1 показана схема машины непрерывного литья мелких заготовок.
Головной блок установки (1) состоит из опорной рамы и металлоприёмника с которым герметично соединён кристаллизатор, где осуществляется формирование и частичное затвердевание заготовки.
Далее располагается роликовая проводка зоны вторичного охлаждения (2), где завершается кристаллизация металла. Вытягивание непрерывного слитка осуществляется тянущей клетью с электроприводом (3 и
8).
За клетью располагается устройство порезки слитка (4). Это могут быть ножницы (показаны на чертеже), либо машина газовой резки.
Участок уборки заготовок (5 и
6) служит для передачи их в прокатное отделение, либо на холодильник (7).
 |
Рисунок 1
1 - блок металлоприёмник-кристаллизатор;
2 - зона вторичного охлаждения;
3 - тянущая клеть;
4 - устройство порезки заготовок;
5 - промежуточный рольганг;
6 - приводной рольганг;
7 - холодильник;
8 - редуктор с серводвигателем.
|
На рисунке 2 показана схема машины непрерывного литья сортовых заготовок.
 |
| Рисунок 2
|
На рисунке 3 показана разливка на экспериментальной МНЛЗ горизонтального типа.
 |
| Рисунок 3 |
На рисунке 4 показана макроструктура отлитых на ГМНЛЗ заготовок в продольном и поперечном сечении.
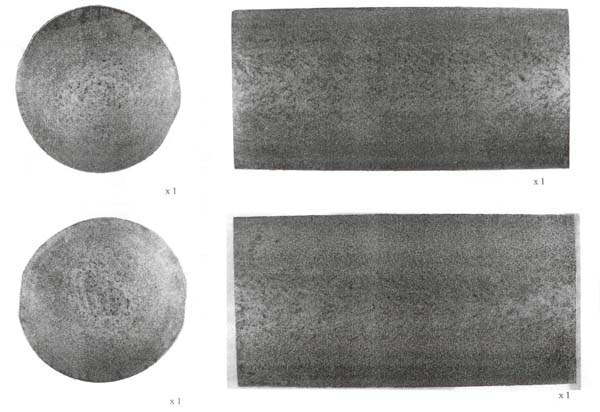 |
| Рисунок 4 |
ГМНЛЗ можно рекомендовать к использованию, в составе микро-металлургических комплексов производительностью до 100тыс. тонн в год:
- на машиностроительных предприятиях, имеющих металлургическое производство, для выпуска продукции небольших профилеразмеров;
- на небольших металлургических предприятиях при необходимости организации производства небольших партий мелкосортного проката в короткие сроки;
- при перепрофилировании или реконструкции машиностроительных предприятий;
- при ликвидации или реконструкции крупных металлоёмких сооружений, для переработки металлолома непосредственно на месте производства работ.
На рисунке 5 представлены варианты использования ГМНЛЗ на микро-металлургических производствах.
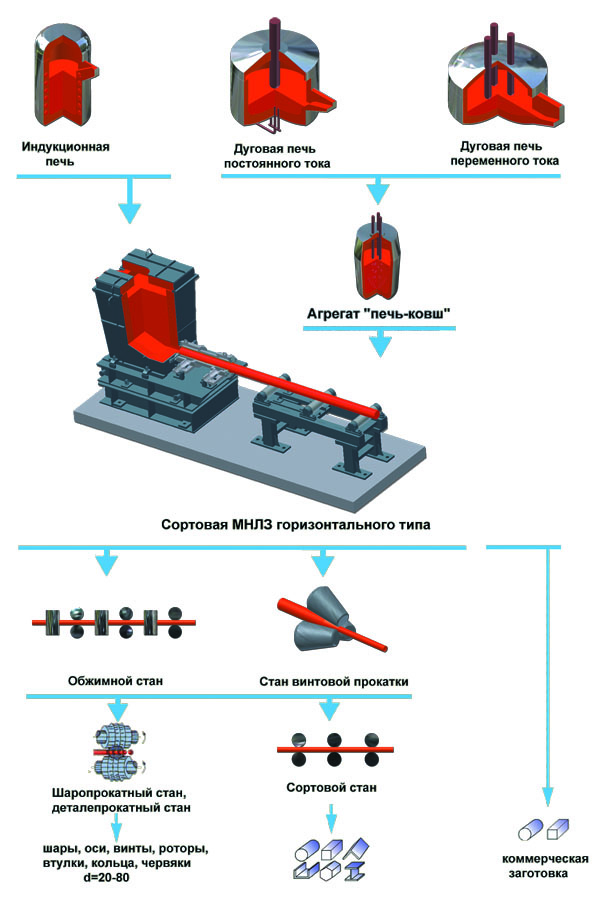 |
| Рисунок 5 |
|